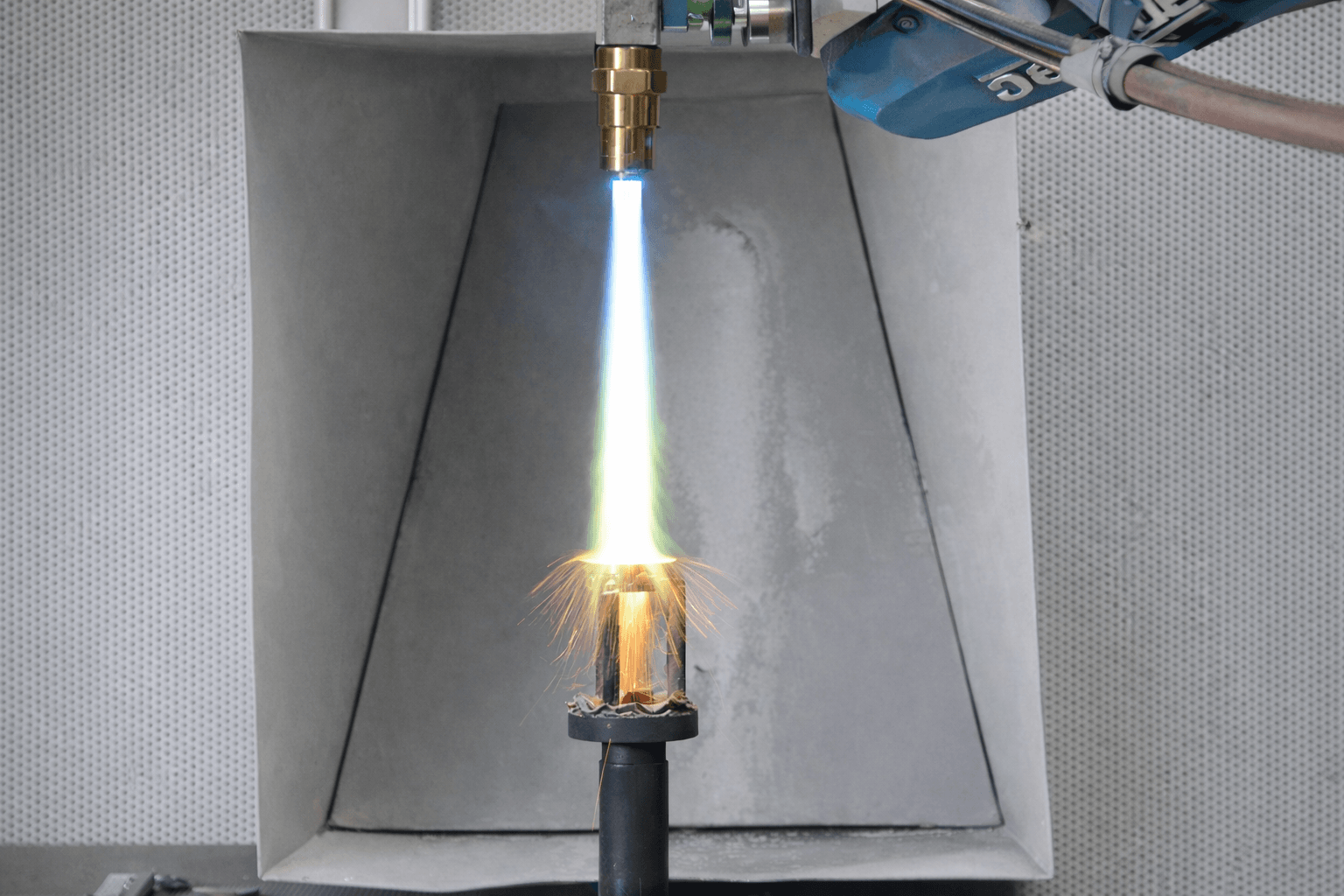
Spray & Fuse
Thermal spraying process
Details
With the aid of expanding combustion gases, a powdered spray additive is fused onto the prepared workpiece surface in an acetylene-oxygen flame. If necessary, an additional gas such as argon or nitrogen can be used to accelerate the powder particles.
A distinction is made between self-flowing and self-adhesive powders. Self-flowing powders generally require thermal post-treatment. This “melting process” is mainly carried out using acetylene-oxygen torches.
Advantages:
- Wide variety of spray materials
- The coating system is gas- and liquid-tight
- Pore-free layers
- Good wear resistance under linear, point and surface loads
- Very high adhesive strength
- Metallurgical bond to the base material
- Very good post-processing of the layer by turning, milling, grinding and lapping
- Good corrosion resistance to alkalis, weak acids, and aqueous solutions
Disadvantages:
- Cannot be applied partially
- Chrome steels are not suitable for fusion bonding
- High temperature load on the base material
- Limited component geometry
Layer thickness: 0.3–0.8 mm
Layer adhesion: good through diffusion
Temperature load: very high, up to 1150 °C
Base materials: CrNi/duplex steel, Ni-based alloy
Machining: turning, grinding, lapping of layers possible
Production capacities
| Max. length | Max. diameter | Max. weight |
|---|---|---|
| 550 mm | 800 mm | 250 kg |
Interested in this technology?
Contact us for more information