Laser Cladding
Precise laser coating for protection and repair
Details
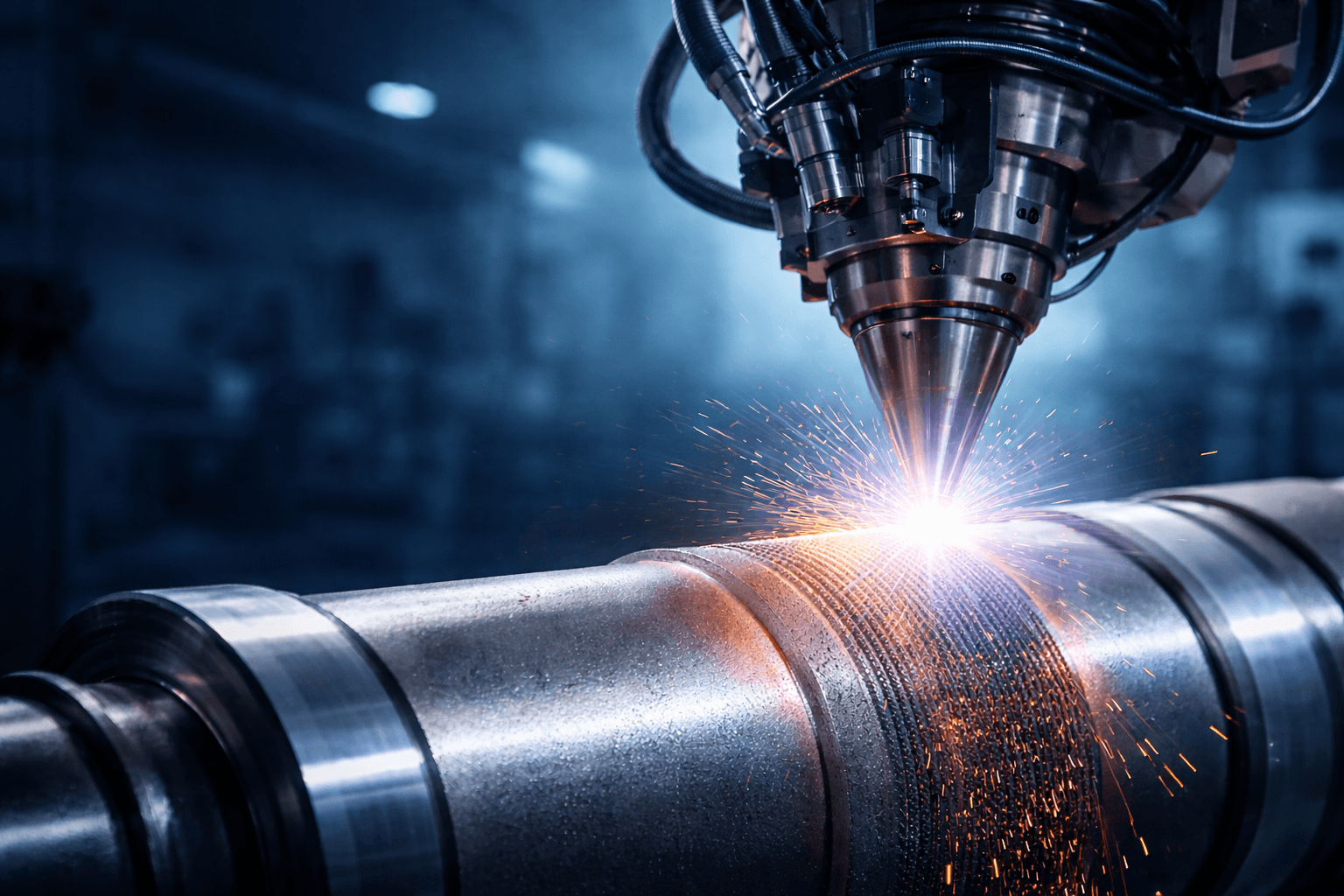
In laser cladding, the laser beam is directed onto the component surface via optical components, focused onto a focal spot by a focusing lens, and thus heats the base material. At the same time, the powder material is fed into the process with carrier gas/shielding gas via a coaxial shielding gas powder nozzle and melted. This results in very good layer adhesion due to the metallurgical bond to the substrate.
Advantages:
- Very low heat input into the component, resulting in minimal distortion and a small heat-affected zone
- No costly post-processing of the component necessary
- Excellent layer adhesion due to fusion metallurgical bonding (i.e., targeted melting of the substrate surface due to a precisely controllable process)
- High contour accuracy of complex workpiece shapes
- High powder efficiency > 80%, making it an environmentally friendly technology
- Partial coating possible
- Complex geometries possible
- High edge and notch impact resistance
- Good post-processing options through turning, milling, and grinding
Disadvantage:
- Only weldable materials possible
Layer thickness: up to 2 mm single layer thickness, multiple layers also possible
Layer adhesion: very good layer adhesion due to fusion metallurgical bonding
Temperature load: low 100–300 °C
Base material: weldable steels and alloys
Machining: turning, grinding, lapping of layers possible
Applications: Coatings for improving wear, corrosion, and temperature resistance in areas such as valve manufacturing, the drilling industry, mechanical engineering, engine construction, etc. under extreme operating conditions (high pressure, long service life, and extreme wear)
Production capacities
| Max. length | Max. diameter | Max. weight |
|---|---|---|
| 6.000 mm | 1.000 mm | 1.500 kg |
Interested in this technology?
Contact us for more information