HVOF
Thermal spraying process.
Details
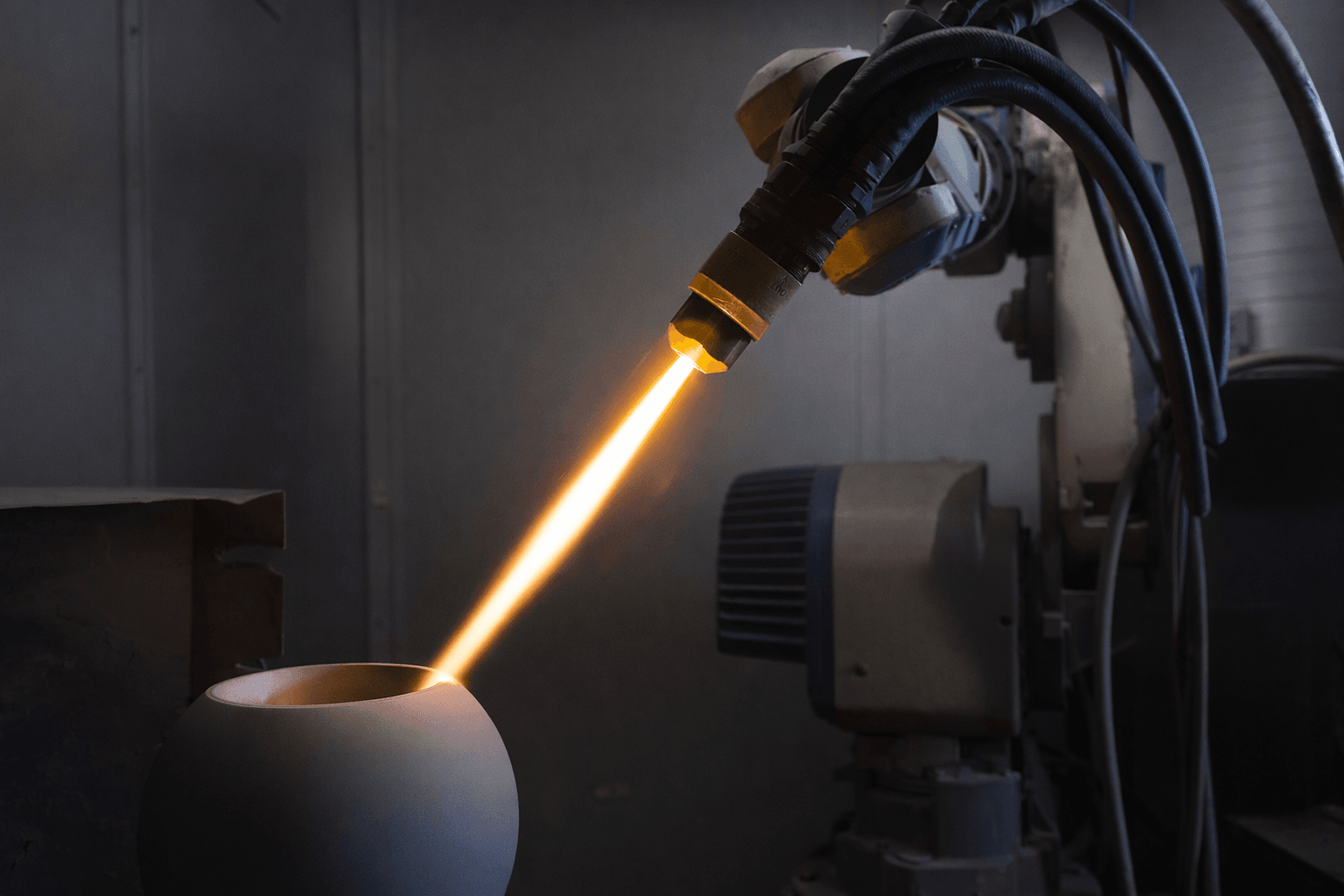
In contrast to conventional flame spraying, the HVOF (High Velocity Oxygen Fuel) process accelerates the process gas to supersonic speeds of over 2,000 m/s. The powdered spray additive is introduced into the gas stream in or immediately after the combustion chamber.
The combustion of the fuel gas-oxygen mixture takes place continuously and under high pressure inside the combustion chamber. The pressure built up there and the downstream expansion nozzle generate an extremely fast, directed gas jet. This not only heats the spray particles, but above all accelerates them to very high particle velocities of up to 800 m/s.
These high particle velocities result in particularly dense, adhesive, and wear-resistant coatings with low thermal stress on the base material—a decisive advantage of the HVOF process for demanding technical applications.
Advantages:
- Low thermal stress on the base material
- High layer hardness can be achieved
- Good wear resistance under linear stress
- Adhesive tensile strength for tungsten carbide and chromium carbide > 70 MPa
- Material-independent coating
- Partial coating possible
- High density of the sprayed layer
- Very low porosity (< 2%)
- Low metallurgical change
- Thin layers with high dimensional accuracy
Disadvantages
- Microporous layers
- Low point load capacity of the layer
- Low edge and notch impact strength
- Reduced corrosion protection
Production capacities
| Max. length | Max. diameter | Max. weight |
|---|---|---|
| 2.000 mm | 1.000 mm | 1.500 kg |
Interested in this technology?
Contact us for more information