Spray & Fuse
Ein thermisches Spritzverfahren
Details
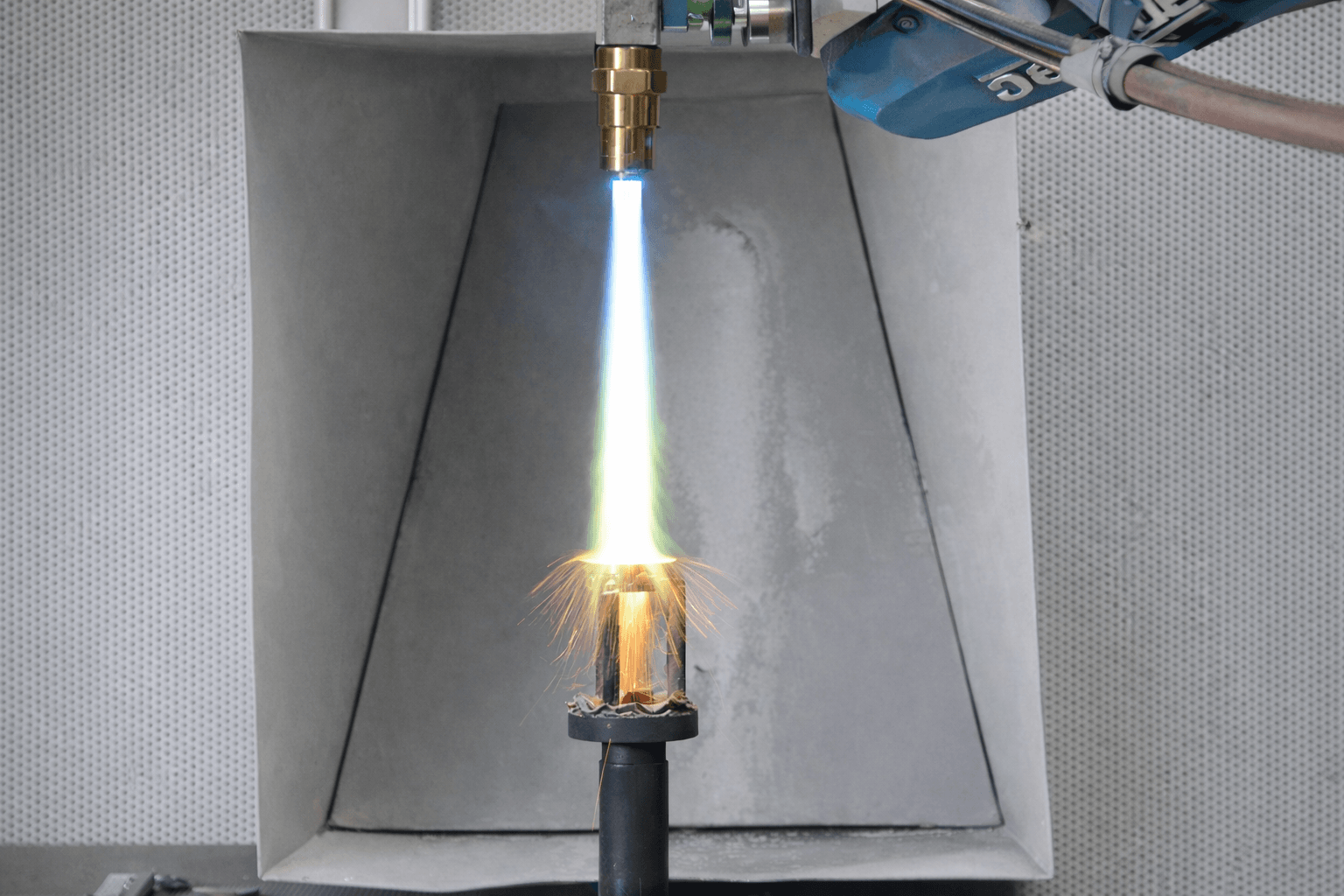
Mithilfe expandierender Verbrennungsgase wird ein pulverförmiger Spritzzusatz in einer Acetylen-Sauerstoff-Flamme auf die vorbereitete Werkstückoberfläche an- oder aufgeschmolzen. Ergänzend kann – falls notwendig – zur Beschleunigung der Pulverteilchen ein zusätzliches Gas wie Argon oder Stickstoff verwendet werden.
Bei den Pulvern wird zwischen selbstfließenden und selbsthaftenden unterschieden. Grundsätzlich benötigen die selbstfließenden Pulver eine thermische Nachbehandlung. Dieser „Einschmelz-Prozess“ erfolgt überwiegend durch Acetylen-Sauerstoff-Brenner.
Vorteile:
- Hohe Vielfalt an Spritzwerkstoffen
- Das Schichtsystem ist gas- und flüssigkeitsdicht
- Porenfreie Schichten
- Gute Verschleißbeständigkeit bei linearer, punktueller und Flächenbelastung
- Sehr hohe Haftfestigkeit
- Metallurgische Verbindung zum Grundwerkstoff
- Sehr gute Nachbearbeitung der Schicht durch Drehen, Fräsen, Schleifen und Läppen
- Gute Korrosionsbeständigkeit gegen Laugen, schwache Säuren sowie wässrige Lösungen
Nachteile:
- Kann nicht partiell aufgetragen werden
- Chromstähle sind zum Schmelzverbund nicht geeignet
- Hohe Temperaturbelastung des Grundwerkstoffes
- Eingeschränkte Bauteilgeometrie
Schichtstärke: 0,3–0,8 mm
Schichthaftung: gut durch Diffusion
Temperaturbelastung: sehr hoch, bis zu 1150 °C
Grundwerkstoffe: CrNi- / Duplex-Stahl, Ni-Basis-Legierung
Bearbeitung: drehen, schleifen, läppen der Schichten möglich
Fertigungskapazitäten
| Länge max. | Ø max. | Gewicht max. |
|---|---|---|
| 550 mm | 800 mm | 250 kg |
Interesse an dieser Technologie?
Kontaktieren Sie uns für weitere Informationen